- Wire bonding
-
Das Drahtbonden (von engl. bond - "Verbindung", "Haftung") bezeichnet in der Elektronik-Fertigung einen Verfahrensschritt, bei dem mittels dünner Drähte (Bonddraht) ein Chip (engl. die, zum Beispiel ein integrierter Schaltkreis, eine Leuchtdiode, ein Sensor) mit den elektrischen Anschlüssen des Gehäuses verbunden wird. Der Vorgang der Draht-Kontaktierung wird als Drahtbonden, der Vorgang des Auflötens der Rückseite des Chips als Chipbonden bezeichnet.
Inhaltsverzeichnis
Einsatzzweck
 Mit dünnen Golddrähten (ca. 30 µm) gebondeter integrierter Schaltkreis (EPROM in Keramikgehäuse mit Glasfenster)
Mit dünnen Golddrähten (ca. 30 µm) gebondeter integrierter Schaltkreis (EPROM in Keramikgehäuse mit Glasfenster) Aluminium-Drahtbondung an einem Leistungstransistor
Aluminium-Drahtbondung an einem LeistungstransistorDie bei einem elektronischen Schaltkreis außen sichtbaren Anschlüsse (Pins) sind über Bonddrähte im Innern des Gehäuses mit den Chip-Anschlüssen (Bondinseln oder Pads) verbunden. Die Aufgabe des Bonddrahtes ist die elektrische Verbindung zwischen der eigentlichen integrierten Schaltung bzw. dem nackten Bauteil und dem Verdrahtungsträger.
Der Bonddraht wird von der Anschlussfläche (Bondinsel) des Chips zum inneren Teil des Anschlussbeins gezogen und an beiden Stellen verschweißt. Nach dem Bonden werden die Bauteile verkappt, das heißt, thermetisch in einem Gehäuse eingeschlossen oder in Plaste bzw. Kunstharz eingegossen. Die beiden Verfahrensschritte werden als Zyklus 2 oder "Backend" der Halbleiterfertigung bezeichnet. Es werden hauptsächlich die beiden Verfahren Thermosonicbonden und Ultrasonicbonden angewendet.
Bonddraht
In der mikroelektronischen Aufbau- und Verbindungstechnik besteht Bonddraht meist aus Gold oder einer Goldlegierung, aber auch Aluminium mit (geringem) Siliziumanteil findet Verwendung. Die Durchmesser solcher Drähte liegen zumeist im Bereich zwischen 25 µm und 50 µm. Im Bereich der Leistungselektronik kommen reine (99,99 % Al-Anteil und höher) Aluminium-Materialien zur Anwendung, bei diskreten Halbleitern (Dioden, Transistoren) wird zumeist hochreines Gold verwendet (Kupferdrähte befinden sich zur Zeit in der Testphase). Die Drahtdurchmesser zur Aufnahme hoher Stromlasten liegen zumeist zwischen 125 µm und 500 µm. Reicht das nicht aus, wird mehrfach gebondet.
Verfahren
Die verschiedenen Verfahrensvarianten bei der sequentiellen Kontaktierung von Halbleiterbauelementen sind das Thermokompressionsbonden (kurz: TC-Bonden), das Thermosonic-Ball-Wedge-Bonden (TS-Bonden) und das Ultraschall-Wedge-Wedge-Bonden (US-Bonden). Die zuerst genannten Verfahren arbeiten in der Regel mit Golddraht, das US-Bonden wird mit Aluminium bzw. Aluminium-Silizium- Draht (AlSi1) durchgeführt.
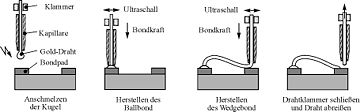
Thermosonic-Ball-Wedge-Bonden
Beim TS-Bonden wird der Golddraht durch eine Kapillare aus Sintermetall oder Keramik geführt. Mittels einer Flamme oder einer kleinen elektrischen Entladung wird das unten herausstehende Drahtende angeschmolzen, so dass sich durch die Oberflächenspannung eine Kugel (Ball) bildet. Dieser Ball wird unter Druck, Wärme und Ultraschall auf die Kontaktfläche (Ballbond) gebondet. Dabei wird der Ball durch die Kapillare verformt. Die Form dieses Kontaktes erinnert an einen Nagelkopf (daher wird oft auch vom Nailhead-Bonden gesprochen). Der Draht wird dann zur zweiten Kontaktstelle geführt und wieder mittels Ultraschall, Wärme und Druck kontaktiert. Durch dieses Verfahren entsteht ein keilförmiger Abschluss, dem der Wedgebond seinen Namen zu verdanken hat (Wedge = engl. für Keil). Eine oberhalb der Kapillare angebrachte Drahtklammer verhindert beim Abheben des Werkzeugs, dass der Draht nachgeführt wird. Stattdessen wird der Draht am Wedgebond abgerissen und durch die Drahtklammer ein wenig nachgeschoben, so dass ein neuer Ball angeschmolzen werden kann.
Da die Weiterführung des Drahtes nach dem Ballbond richtungsunabhängig ist, ist das Ball-Wedge-Bonden das schnellste und flexibelste Verfahren. Der Nachteil liegt in der zur Bindungsbildung notwendigen Temperatur von ca. 150 bis 300 °C. Da Gold im Gegensatz zu Aluminium gar nicht oder nur gering oxidiert, fehlt die für den Aluminiumdraht typische sprödharte Aluminiumoxidschicht, die beim Bonden mit Aluminiumdraht die Oberflächen durch einen "Schmirgeleffekt" reinigt. Die Oxidpartikel werden dabei zum größten Teil aus der Bindezone hinaustransportiert und zu einem geringeren Teil eingearbeitet. Durch die höheren Temperaturen werden beim Bonden mit Golddraht die Oberflächen bereits vor dem eigentlichen Bondvorgang aktiviert, so dass allein der Materialfluss durch die Verformungen des Drahtes zur Bindungsbildung ausreicht. Ball-Wedge-Bonds mit Aluminiumdraht sind nur bedingt möglich, da die Oxidhaut einen höheren Schmelzpunkt hat als das Aluminium selbst. Beim Anschmelzen des Ball besteht daher immer die Gefahr, dass Teile der Oxidhaut die Ballgeometrie zerstören, so dass eine reproduzierbare Bondqualität nur mit hohem apparativem Aufwand (Schutzgasatmosphäre) möglich ist.
 Verfahren des Ball-Wedge-Bondens
Verfahren des Ball-Wedge-BondensUltraschall-Wedge-Wedge-Bonden
Da durch den ersten Bond bereits die Richtung der Drahtweiterführung vorgegeben ist, ist dieses Verfahren weniger flexibel als das Ball-Wedge-Bonden. Der Vorteil dieses Verfahrens liegt in dem niedrigen Platzbedarf für einen Kontakt. Dieser ist ca. zwei. bis dreimal geringer als bei einem vergleichbaren Ballbond. Vor dem Hintergrund der ständig steigenden Anschlusszahlen von integrierten Schaltkreisen und den damit auftretenden Platzproblemen zur Kontaktierung zeigt das US-Bonden hier deutliche Vorteile. Ein weiterer Vorteil dieses Verfahrens ist, dass zur Kontaktierung keine Wärme zugeführt werden muss. Da aus Kosten- und Verarbeitungsgründen in zunehmendem Maße temperaturempfindliche Kunststoffe und Kleber in der Herstellung von integrierten Schaltkreisen eingesetzt werden, darf eine bestimmte Temperatur in der Herstellung der ICs nicht überschritten werden. Weiterhin nimmt die Aufheiz- und Abkühlzeit innerhalb des Kontaktierprozesses einen bedeutenden Zeitraum ein. Durch eine Reduzierung der zum Bonden notwendigen Temperatur kann hier eine beträchtliche Produktivitätssteigerung erzielt werden.
 Verfahren des Wedge-Wedge-Bondens
Verfahren des Wedge-Wedge-BondensUltraschallbonden
Das Ultraschallbonden (auch Ultrasonic-Bonden) ist ein Drahtbondverfahren, bei dem ein Aluminiumdraht ausschließlich mit Hilfe von Ultraschall auf den Anschlusspads mikroverschweißt wird. Man nennt es auch Wedge-Wedge-Bonden. Durch den Ultraschall wird die oberste Oxidschicht des Aluminiums abgetragen - nur so kann der Draht sicher haften. Die thermische Belastung für das Bauteil ist gering.
Es werden folgende Arten unterschieden:
- Dünndrahtbonden: Hierbei wird meistens Bonddraht aus 99 % Aluminium und circa 1 % Silizium der Dicke 17 µm bis 100 µm verwendet.
- Dickdrahtbonden: Das Drahtmaterial beim Dickdrahtbonden besteht aus 99,99 % Aluminium. Die Drahtstärke beträgt 100 µm bis 500 µm.
Der Prozess des Wedge-Wedge-Bonden läuft schematisch wie folgt ab (vgl. Abb. 2):
- Schritt 1: Das Ende des Bonddrahtes (rot dargestellt) an der Nadelspitze (blau dargestellt) wird auf die zu kontaktierende Fläche (Bondinsel oder Bondpad, schwarz dargestellt) gepresst.
- Schritt 2': Die erste Schweißung entsteht durch einen kurzen Ultraschallpuls .
- Schritt 3: Anschließend wird die Nadel zum zweiten Kontaktierungsort bewegt, wobei der Bonddraht durch die Nadelspitze nachgeführt wird. Dort wird er ebenfalls angepresst und mit einem Ultraschallpuls verbunden.
- Schritt 4: Die elektrische Verbindung ist nun hergestellt. Der Bondvorgang wird durch Entfernen der Nadel abgeschlossen, wobei der Draht aufgrund fehlender Drahtnachführung abreißt.
 Die vier Schritte des Bondens. Der Bonddraht (rot) wird mittels Ultraschall mit den Kontaktierungsflächen (schwarz) verschweißt.
Die vier Schritte des Bondens. Der Bonddraht (rot) wird mittels Ultraschall mit den Kontaktierungsflächen (schwarz) verschweißt.Thermosonicbonden
Das Thermosonicbonden bezeichnet eine Kontaktiermethode, bei der ein Draht (meistens aus Gold) mit Hilfe von Wärme und Ultraschall mikroverschweißt wird.
Thermokompressionsbonden
Das Thermokompressionsschweißen gleicht dem Lichtbogenbolzenschweißen. Durch eine hohe Temperatur (Flamme oder Lichtbogen, ca. 500 °C) wird die Drahtspitze aufgeschmolzen. Es bildet sich ein Kügelchen (engl. „ball“), das auf das Substrat gepresst wird. Man nennt diese Form „Nailhead“ (Nagelkopf). Das andere Ende wird abgequetscht und bildet einen Wedge (Stitch). Man benötigt teuren Golddraht für das Thermokompressionsbonden, denn Aluminium hat nicht die nötige Oberflächenspannung für die Bildung eines Nailheads und bildet störende Oxidschichten.
Der Prozess des Thermokompressionsbondens verläuft analog zum Wedge-Wedge-Verfahren (siehe oben). Es wird jedoch bei Schritt 1 (vgl. Abb. 2) zusätzlich das Ende des Bonddrahtes z. B. über einen Lichtbogen aufgeschmolzen, wodurch sich ein kleines Kügelchen bildet („Nailhead“). Ferner wird eine Kapillare anstelle einer Nadel verwendet, wodurch der Draht senkrecht (und nicht schräg) zugeführt wird.




Wikimedia Foundation.