- Strangziehverfahren
-
Das Strangziehverfahren (auch Pultrusionsverfahren) ist eine Methode zur Herstellung faserverstärkter Kunststoffprofile in einem kontinuierlichen Ablauf.
Geschichte
Anfang 1954 entwickelte Ernst Kühne das Strangziehverfahren im technologischen Entwicklungslaboratorium der Firma Brown Boveri Compagnion (BBC) in Baden/Schweiz (heute bekannt unter der Firmierung ABB). Es gelang ihm die ersten Ziehprodukte mit Glasrovings – imprägniert mit Epoxidharz – eigenständig herzustellen.
Neben der eigentlichen Produktion, entwickelte E. Kühne zuvor die dazu benötigten Maschinen sowie die formgenauen Ziehwerkzeuge.
Die ersten elektrotechnischen, chemischen und mechanischen Parameter eines stranggezogenen Profils wurden in dieser Zeit ermittelt.
Zeitgleich entwickelte W. B. Goldworthy das Strangziehverfahren in den USA. Der Schwerpunkt von W. B. Goldworthy lag jedoch in der Herstellung von Profilen auf Polyesterharz-Basis, während sich E. Kühne vorwiegend mit Epoxidharz-Profilen beschäftigte.
Anfang der 60er-Jahre gab es dann ca. 20 Hersteller – vornehmlich in den USA – während heutzutage ca. 90 Hersteller weltweit die Hauptmärkte in USA, Europa und Fernost bedienen.
Verfahren
Grundsätzlich wird zwischen dem offenen Verfahren und dem geschlossenen Verfahren unterschieden.
Beim offenen Verfahren werden die Verstärkungsfasern über eine Tauchwalze von ihren Stelllagen in eine Harzwanne (auch Tränkwanne) geführt. Ein Kadiergitter sorgt für die gewünschte Verteilung der Fasern im späteren Profil. Diese werden in einer Harzwanne mit Kunstharz getränkt und durchlaufen mehrere Vorformstationen, die das Faserharzgemisch immer näher an die gewünschte, endgültige Form heranführen.
Beim geschlossenen Verfahren treten die gesamten Verstärkungsfasern erst im formgebenden Werkzeug mit dem Harz – dann allerdings mit erhöhtem Druck – in Kontakt. Mit diesem Verfahren können höhere Faservolumengehalte bei gleichzeitig besserer Tränkung erreicht werden. Auch die Emissionen von Styrol können mit diesem Verfahren deutlich reduziert werden.
Einmal im Werkzeug angelangt, wird der duroplastische Kunststoff bei Temperaturen zwischen 100 und 200°C (je nach Material) kontinuierlich gehärtet (Heißaushärteverfahren). Bei großvolumigen Profilen ist auf eine möglichst konstante Wärmeverteilung zu achten, um Rissen vorzubeugen. Das so ausgehärtete Profil wird anschließend in beliebig lange Teile zersägt.
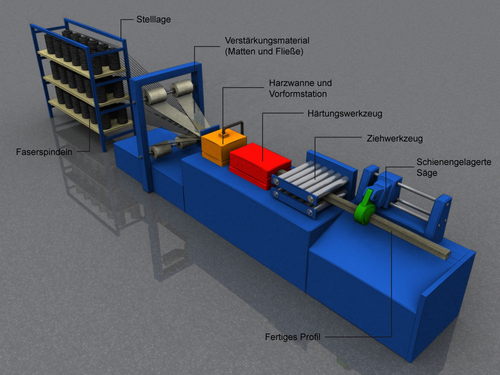
Der gesamte Prozess wird durch ein Ziehwerkzeug z. B. in Form eines Raupenabzugs oder von reversierenden hydraulischen Greifern in Gang gehalten, welches das fertige Profil und somit die Fasern mitsamt dem Harz und dem Verstärkungsmaterial aus dem Härtungswerkzeug herauszieht (daher auch der englische Name Pultrusion aus to pull - ziehen und extrusion - das Durchdrücken).
Das Strangziehverfahren eignet sich um (relativ) preisgünstig faserverstärkte Kunststoffprofile herzustellen. Die Qualität des so gewonnenen Verbundwerkstoffes ist durch die hohe Härtungstemperatur und die konstanten Bedingungen deutlich über der mit kaltgehärteten Handverfahren erreichbaren Qualität. Höhere Qualitäten können durch aufwändige Prepreg-Autoklavierverfahren erreicht werden. Ein spezielles Problem stellt die Kontrolle der Härtungsreaktion des Harzes bei großen Profilquerschnitten dar, welche zu Schwindrissen den sogenannten "center cracks" führen kann. Es können von relativ preisgünstigen Polyesterharzen über Vinylesterharze und Epoxidharze bis zu speziellen Hybridharzen verschiedenartige Harzsysteme eingesetzt werden. Als Verstärkungsmaterial eignen sich Glasfasern in UD oder als Matte als auch andere textile Natur- und Kunstfasern wie z. B. die Kohlenstofffaser. Damit können die Eigenschaften absolut als auch in Ihrem Verhältnis zwischen Längs- und Querrichtung in einem weiten Bereich variiert werden.
Vor allem die Geschwindigkeit der Herstellung verbunden mit dem hohen Automatisierungsgrad und den damit einhergehenden niedrigeren Kosten eröffnen faserverstärkten Kunststoffprofilen, hergestellt im Strangziehverfahren, neue Anwendungsfelder wie zum Beispiel als konstruktiver Ersatz für Stahlprofile im Hochbau oder in Bereichen mit starker Korrosion.
Auch gekrümmte Profile oder sich in ihrer Form ändernde Profile (wie z. B. Hammerstiele) können durch Spezialverfahren hergestellt werden.
Weblinks

Wikimedia Foundation.